
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

The thread torque angle method is to tighten the bolt or nut to the initial torque and then rotate it to a specific angle. Depending on the target axial force, the bolt can be tightened into the elastic region or overyield. The advantage is that the initial torque tightening stage is affected by the friction coefficient, but the axial force generated in this stage is small and can be ignored.
In the elastic region, the axial force is proportional to the elongation of the bolt. The axial force obtained by rotating the bolt to a specific angle is not affected by the friction coefficient. The dispersion of the bolt axial force is small, so the torque angle method process is widely used in automobiles and engineering machinery. Assembly operations are becoming more and more widely used. In order to standardize the design of torque angle tightening technology and improve connection reliability, today, Screw Master will introduce to you the commonly used metric bolts with strength levels of 8.8, 10.9, and 12.9. The torque angle tightening method in the elastic zone and yield zone Connection, recommended tightening process parameters in the yield zone and elastic zone are for everyone's reference, but more accurate tightening process parameters should still be determined based on test results. 1. According to the axial force calculation formula, the bolt axial force F is proportional to the bolt elongation. The sensor receives the time difference between the ultrasonic wave transmission in the free state and the tightened state of the bolt. From the time difference, the change in the bolt's elongation in the free state and the tightened state can be calculated, and the bolt axial force F can be calculated.

F - Bolt axial force E - Modulus of elasticity of bolt material S - Bolt cross-sectional area ΔL - deformation of bolt L - Bolt clamping length
Elastic section torque angle tightening process. In this assembly method, the final value range of the process is controlled in the elastic zone, and the bolt utilization rate is ≥65%.
Yield zone torque angle tightening process, in this assembly method, the final value range of the process is controlled in the yield zone, and the bolt utilization rate is 100%.
3. Applicable scope of torque angle process
a. Parts that require frequent disassembly, repair, and replacement after assembly are not suitable for the yield zone tightening process.
b. When the clamped parts are thin plates (clamping thickness <1d), the torque angle tightening process is not recommended.
4. Two key terms for torque angle process
1) Threshold torque Ms-the torque used to make joint parts fit. Before this torque, the torque control method is adopted, and after this torque, it switches to angle control.
2) Process angle WA-the angle value controlled by the second stage of the torque angle process. After the installation of this corner is completed, a complete assembly process ends.
5. Setting of torque and angle process parameters
The torque angle tightening process requires two process parameters - threshold torque Ms and process angle WA - to be determined based on the torque angle tensile force test results. Equipment such as ultrasonic axial force tester, electric tightening machine and friction coefficient testing machine should be used in the test. The initial torque at the beginning of the test is generally about 30% of the yield torque. The rotation angle can be designed according to the bolt's yield. If it cannot be calculated accurately, you can start with a smaller rotation angle and gradually increase the angle to obtain the bolt yield required by experiment. corner. When the curve is obtained, the threshold torque can be adjusted, and the angle of the process corner can be obtained based on the target axial force value. 
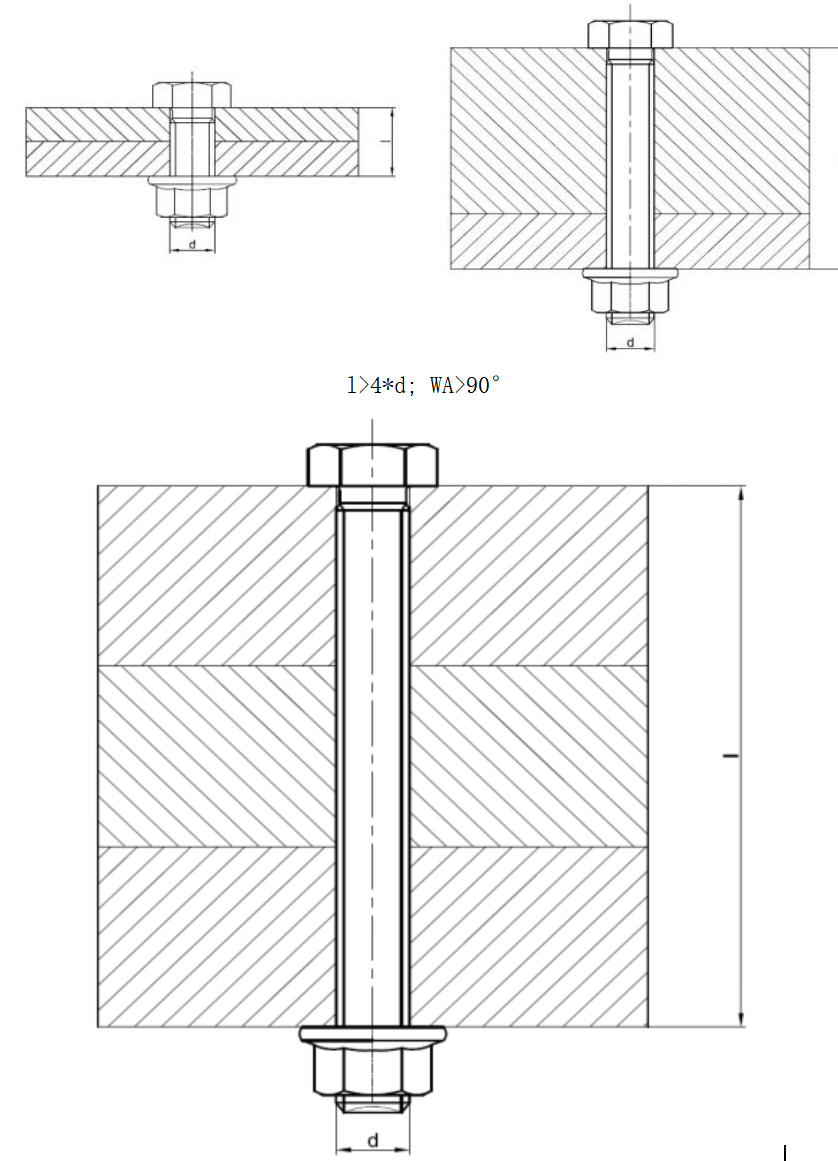
Commonly recommended yield value, torque, angle, process torque and preload force parameter values are shown in Table 1 and Figure 2: Process angle WA under different clamping lengths WA<90, recommendation 45º; WA>90, recommendation 180º l<1*d; WA<90° 1*d≤1≤4*d; WA=90° 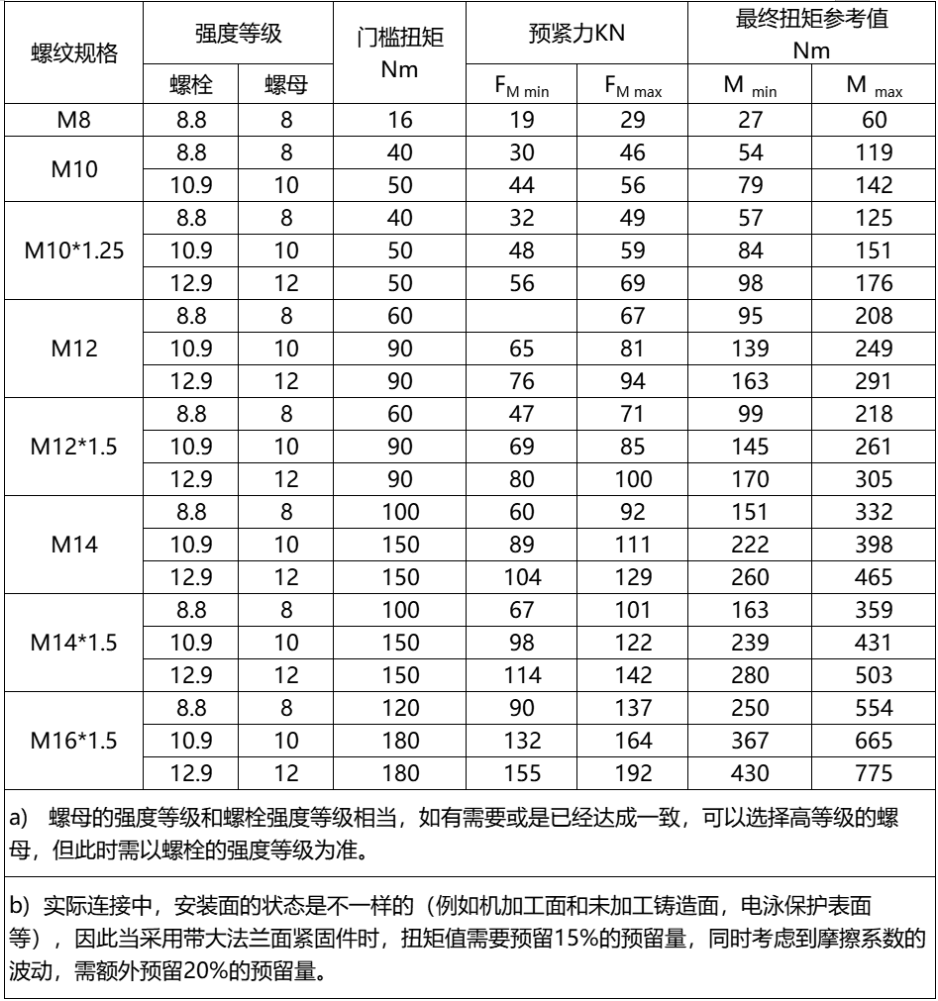
In addition to bolt strength, several other variables can affect the final torque value, including the initial friction coefficient and friction radius of the head. Therefore, the final torques given in the table are reference values, and they are only applicable to the small series of hexagonal flange bolts mentioned in GB/T16674.1.
When using the large head flange face bolts mentioned in GB/T5789/5790, the final torque value increases by about 20%.
The torque and angle process parameters of the elastic zone are determined based on the joint test results and the target preload force (axial force) design requirements. At the same time, the following experience can be referred to:
Threshold torque Ms: adopt the threshold torque recommended in Table 1
Process corner WA: Use 45º as the process corner.
Calculation formula of axial preload force of assembly in yield zone:
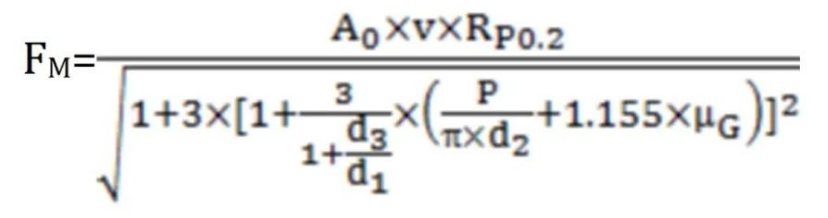
A0 - minimum stress cross-sectional area of bolts υ - Bolt yield strength utilization coefficient, yield zone assembly υ=1 RP0.2 - Bolt yield strength d2 - thread pitch diameter d3 - Minimum cross-sectional diameter of screw part μG - friction coefficient of thread pair The formula for calculating the final torque of the assembly in the yield zone:

Fy - Bolt yield axial force μges - Comprehensive thread friction coefficient P - Thread pitch d2 - thread pitch diameter dw - outer diameter of the lower supporting surface of the fastener head dh - inner diameter of supporting surface under fastener head When tightening over-yield threaded connections, the pre-tightening force and torque are determined according to the strength and friction coefficient of the bolt. The maximum pre-tightening force appears when the bolt strength is maximum and the friction coefficient of the thread is minimum. At the same time, the maximum torque appears when the bolt strength is maximum and friction coefficient is minimum. When the coefficient is maximum.

FV - axial preload RP0.2 - Bolt yield strength FM - assembly axial preload FH - auxiliary variable M - Torque μ - friction coefficient
LET'S GET IN TOUCH
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.